
Turismo enogastronomico. Bene, quasi benissimo
Quali margini di miglioramento vi sono nel settore del turismo enogastronomico? Quali gli elementi che ne rallentano lo sviluppo precludendo occasioni di lavoro e ritorni commerciali? Queste e altre considerazioni su uno dei settori trainanti del Made in Italy.

Le cocciniglie della vite: tra vecchie conoscenze e nuovi invasori
Un articolo pubblicato su Vitenda 2023 che prenseta il problema della cocciniglie della vite, il quale è in costante crescita per la consistenza delle popolazioni, areali di diffusione e numero di specie.

Forme di allevamento: pergola
Sistema espanso, con vegetazione che si estende su un piano obliquo inclinato rispetto all'orizzontale, adatto per l'allevamento della vite in zone collinari delle regioni settentrionali. Esistono diverse varianti.
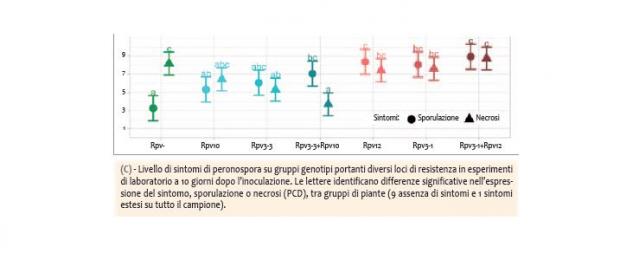
Verso una viticoltura sostenibile: i geni di resistenza alle principali malattie fungine della vite
Un articolo pubblicato su Vitenda 2022 che chiarisce i differenti meccanismi di resistenza ai patogeni delle piante e mostra i risultati raggiunti e le future prospettive.

Le ragioni dei padri
La riconversione delle tradizionali forme di allevamento verso modelli viticoli considerati più moderni non sempre ha dato buoni risultati, e alcuni produttori percorrono oggi il cammino inverso, in diverse zone viticole.

Donne, tavola e vino nell'Ottocento
Un articolo, pubblicato su Vitenda 2021, in cui si racconta il mondo del vino, sue tendenze e la sua influenza sulla società dell'epoca durante l'Ottocento. Cliccare sull'immagine per accedere all'articolo.

CANALE YOUTUBE:
Cliccando sull'immagine potrai visualizzare tutti i video realizzati da Vit.En. riguardo le lavorazioni del passato ed i cambiamenti che hanno caratterizzato la viticoltura e più in generale la campagna nel tempo.